#Novedades de la industria
Marcado láser en elementos y equipos de implantes dentales.
Láser MOPA de 20W
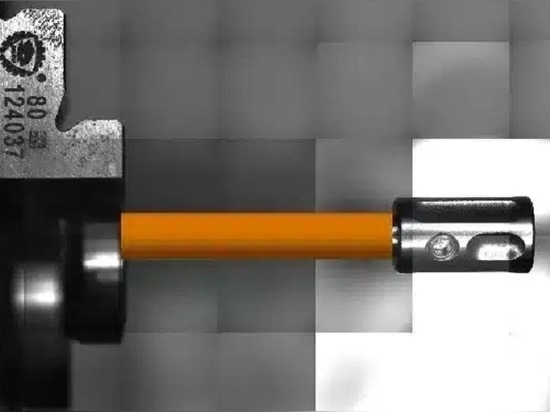
B&B Dental nos proporcionó un cortador de lanza, una llave dinamométrica, un pilar y un implante para desarrollar un proceso de marcado.
Son elementos que deben ser resistentes a la corrosión y garantizar una durabilidad a largo plazo en condiciones de estrés como la descontaminación y posterior esterilización en autoclave.
Es importante conseguir un marcado con caracteres y marcas bien contrastadas, pero no perceptibles al tacto. Por tanto, debemos evitar eliminar demasiado material modulando cuidadosamente los distintos parámetros (potencia, velocidad del láser, velocidad del husillo, etc.).
La máquina utilizada en las pruebas es una BSP, equipada con un husillo rotobasculante. Las pruebas de marcado de los distintos elementos se realizaron primero equipando la máquina con una fuente láser MOPA de 20W; luego se repitieron las mismas pruebas, o similares, con una fuente láser Pico de 50W.
Prueba láser MOPA de 20W
En la llave dinamométrica hemos intervenido en dos de sus componentes, es decir, en el vástago con virola de regulación y en el cuerpo graduado.
Vástago con tuerca anular. En la potencia de acero escribimos la marca Sisma longitudinalmente y añadimos dos bandas con marcas continuas.
El marcado continuo consiste en una marca de la longitud correspondiente al espesor de la banda marcada (0,5 mm) repetida por el láser a lo largo del eje x, siempre igual y en la misma posición; entonces es la rotación del objeto dada por el huso la que crea la banda a su alrededor. La rotación puede abarcar una vuelta completa del husillo o incluso 2, dependiendo de cuánto quieras ennegrecer; sin embargo, no podemos superarlo para no crear un surco perceptible al tacto. Gracias al husillo basculante, orientamos el vástago verticalmente marcando la cabeza de la tuerca anular con las palabras "B&B DENTAL Implant Company".
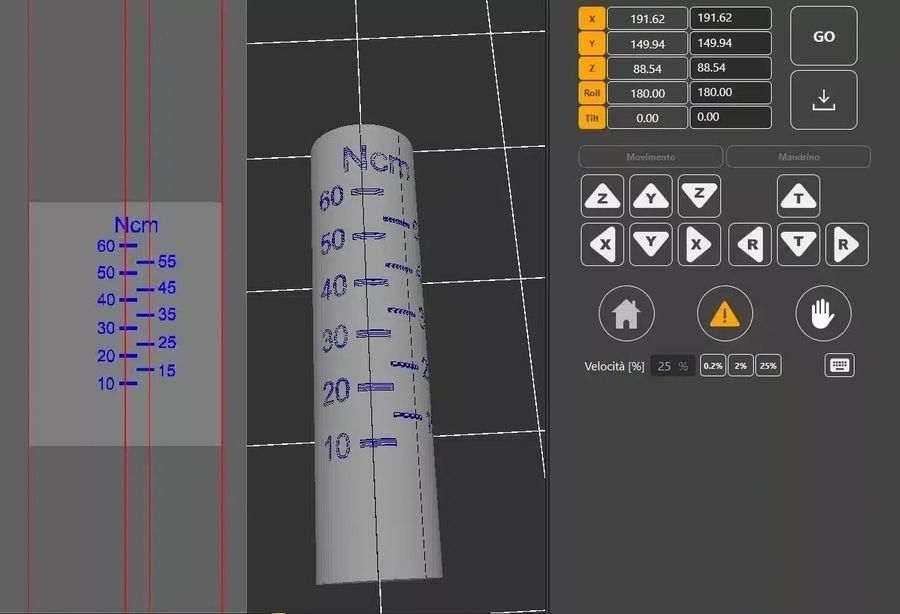
Todas estas operaciones están determinadas y organizadas de forma sencilla mediante el software SLC3 que interactúa con el Sistema de Visión Coaxial (CVS).
El tiempo total de todo el ciclo de mecanizado (dos bandas, inscripción 'Sisma', inclinación vertical del husillo, inscripción "B&B DENTAL - IMPLANT COMPANY") es de 2 minutos 55 segundos.
El resultado obtenido es ampliamente satisfactorio (fotos 4 y 6): inscripciones claramente visibles (no negras, sino gris oscuro) y apenas perceptibles al tacto; en este caso un tratamiento de pasivación posterior podría ser útil pero no necesario.
Manga graduada. El casquillo exterior de la llave dinamométrica ya tenía muescas con la numeración de apriete correspondiente. Estas inscripciones, sin embargo, estaban fuertemente incrustadas en la superficie metálica y se hicieron más evidentes (ennegrecidas) mediante coloración posterior. Nuestro objetivo era hacer que las inscripciones fueran intangibles, pero aún así claramente visibles.
En este caso, para mantener la intangibilidad del marcado, no fue posible lograr una visibilidad de las señales comparable a la de las señales existentes (grabadas y pintadas de negro). Por lo tanto, tuvimos que utilizar parámetros un poco más incisivos, consiguiendo finalmente una buena visibilidad de los elementos marcados (foto 7), pero por otro lado, una cierta relevancia táctil.
El tiempo de ejecución es de aproximadamente 40 segundos.
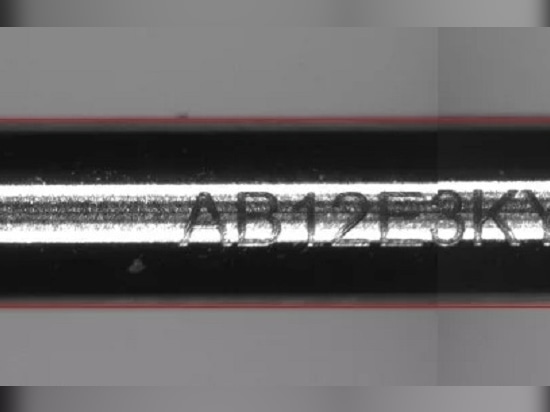
Cortador de acero. En la fresa de acero queremos combinar una marca negra continua (dos bandas) con la escritura de un código en el vástago de la fresa, siguiendo el mismo procedimiento que para el vástago de la carraca.
El siguiente paso es el marcado continuo de las dos tiras, seguido del código alfanumérico, con caracteres de 0,6 mm de altura y claramente legibles. En este caso, debido al pequeño tamaño del código, se escribe utilizando únicamente el galvanómetro (sin movimiento del eje).
Toda la sesión se completó en 55 segundos.
De nuevo, al igual que con el mango de trinquete, el resultado es muy bueno en términos de legibilidad y discreto al tacto.
En los implantes y pilares se desea marcar una matriz de datos que indique su correspondencia mutua (un implante específico debe corresponder a su pilar específico).
Contrafuerte. Se puede marcar una matriz de datos de 1,16 x 1,16 mm, formato 12 x 12, en un lado del hexágono al final del pilar.
La matriz de datos, generada por el software SLC3, se posiciona en la pieza de trabajo mediante el sistema de visión de la misma manera que antes.
El datamatrix se ejecuta en unos 10 segundos y se puede leer bajo el microscopio con un lector especial (Cognex 8600).